
ALLGAIER
Over 50 years of experience in process engineering and more than 30,000 material test series have made Allgaier Process Technology GmbH the partner of choice for a variety of leaders in the bulk material processing industry.
In addition to high-performance drum dryers, fluidized bed dryers, and disk dryers, as well as combined dryer/cooler systems, the division’s product portfolio includes tumbler screening machines and vibration screening machines that can meet the most demanding quality requirements when it comes screening a variety of bulk materials to an extremely fine degree.
Rolling Bed Dryers
The extreme versatility of the Allgaier rolling bed dryer is based on its simple idea of product circulation. A large bulk of biomass is permanently circulated and mixed by highly effective paddles. Get even drying with efficient heat transfer flowing through the continuously moving bulk product.
Control and maintain an even moisture content, ensuring high quality product suitable for direct firing and pelletising/briquetting. Clean your product while drying gently at low temperatures, using residual energy most effectively.


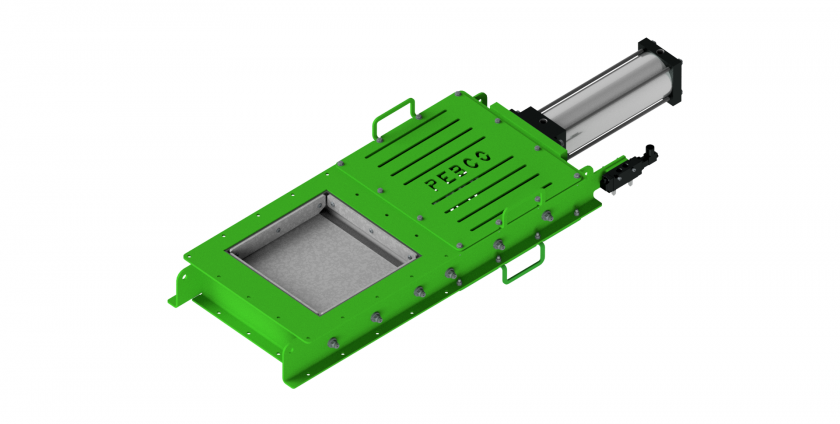
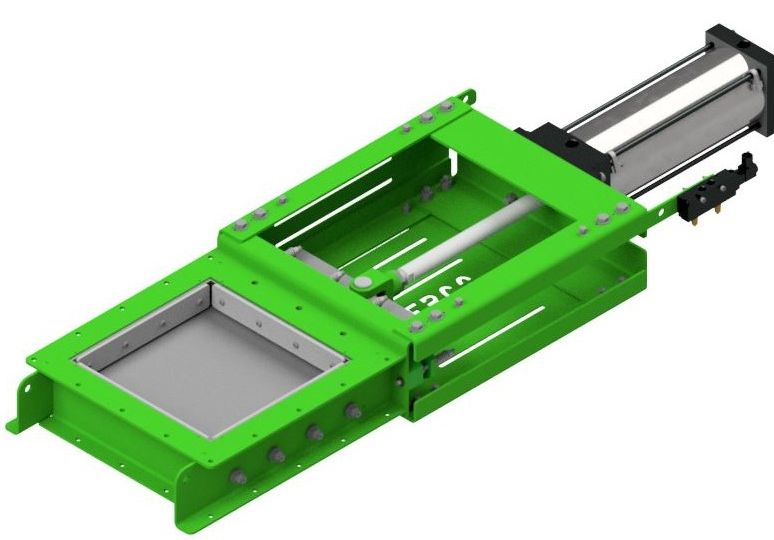
PEBCO®
PEBCO® designs and engineers a wide variety of products including slide gates, valves, diverters, mass flow feeders, fluidized conveyors, dustless loading spouts, dust suppression systems, telescopic chutes, and more for the dry bulk solids industry.
![biomass railcar loading, conveying & discharge]()
 Biomass handling & Loading with Pebco.
Biomass handling & Loading with Pebco.
PEBCO® worked in conjunction with the Spencer Group LTD to design and manufacture the railcar loading gate and loading chute.
PASSIVE PRODUCT SPREADER (Patent Pending)

Meet the industry’s easiest equipment to maintain – with no motors, impellers, or moving parts, PEBCO’s Passive Product Spreader works on gravity.
Ideal for wood pellets, this Spreader fits to the end of a loading spout / chute to broadly distribute material into railcars, trucks, barges, and ships.
Reduce explosion hazards and contamination of product – Particles freefall to make direct contact with the curved surface of the Product Spreader and are then redirected in a horizontal plane and radially away from the centerline of the spout / chute.
The Product Spreader can be used as a closure cone for spouts / chutes.



RAPID RESPONSE program
Donaldson Torit®
With the growth of the biomass industry, the last few years have seen combustible dust incidents in several wood pellet plants throughout North America, resulting in serious injuries and steep fines. Safe, NFPA & OSHA compliant dust collection systems are crucial in preventing fires or explosions from occurring, and offering suppression solutions should deflagration occur.
Lasts 3x Longer on sticky wood dust
Standard filter bags at an OSB (oriented strand board) plant would get plugged up with sticky dust produced by waxes & resins, requiring changeouts every 4-6 weeks & causing high 6 – 7 ” WG pressure drop in the collector.
When the maintenance manager upgraded to Dura-Life™ filter bags, the crew only needed to service the bags about once every three months, during scheduled maintenance time. They no longer need downtime cleaning to reduce the pressure drop as the Dura-Life filters are running at a lower pressure drop with less pulsing, saving both fan energy and reducing compressed air costs.
Eliminates bridging problems
One of the world’s largest wood products producers use four dust collectors containing 2,600 filter bags for in-plant dust collection. Their conventional 16-oz polyester bags used to last only 3,000 hours and cause almost 6-inches WG pressure drop due to “bridging” – The gaps between the filters fill up with dust, blocking airflow & raising the pressure drop.
After installing Dura-Life, the factory reports the filters last almost 8,500 hours – That is almost 3 times as long, resulting in significant savings when dealing with 2,600 filter bags, in both manpower and replacement costs!
solves abrasive dust challenge
Millwork 360 faced serious downtime and emissions problems due to abrasive dust. A large millwork company, Millwork 360 generates a ton of fine sawdust mixed with shavings & wood chips. This coarse dust would abrade their dust collector’s high inlet, requiring frequent changeouts due to torn bags, and raising concern about compliance with emission standards.
On replacing 25 of their standard felt bags & cages near the inlet with Donaldson’s shorter, cage-free pleated filters, the factory was able to solve their abrasion problems. The shorter bag isn’t directly exposed to the abrasive dust at the inlet, and afforded quick & easy changeouts as a bonus.
reduces costs & increases uptime
A trailer manufacturer using a Donaldson® Torit® PJD self-cleaning baghouse dust collector saw a recent uptick in business. Grinding & sawing wood created loads of dust, and when business increased, the dust collector was working 8 hours day instead of the usual 4.
The maintenance manager realized their standard 16 ounce polyester bags would not be able to handle double the wood dust without increasing replacement costs. So he upgraded to Dura-Life™ filter bags. The smaller more uniform pore size on the Dura-Life media collected most of the dust on its surface, improving pulse cleaning performance and extending the filter life.
DUST COLLECTORS


Hi-Vac Industrial Vacuums
 Hi-Vac industrial vacuum systems are designed to clean up inside & outside of wood manufacturing and industrial plants. These heavy-duty machines are typically moved around via forklift or trailer. Hi-Vac is great for spills and can vacuum debris, powders, or a combination of products and has a built-in hopper/dumpster for easy disposal.
Hi-Vac industrial vacuum systems are designed to clean up inside & outside of wood manufacturing and industrial plants. These heavy-duty machines are typically moved around via forklift or trailer. Hi-Vac is great for spills and can vacuum debris, powders, or a combination of products and has a built-in hopper/dumpster for easy disposal.
Hi-Vac is a great maintenance tool for keeping your plant clean and the vacuum hoses can reach 200 ft, so it covers a wide area before they need to be moved. Our optional diesel, propane, or electric models come in a large variety of horsepower sizes to handle every application.
A Hi-Vac system can replace many smaller vacuum units and in addition, can also offer a manifold piping system with drops, so the unit stays put, and your vacuum hoses are placed strategically for the operator use.
NDC Technologies
With an NDC Technologies non-contact instrument, it is possible for operators to receive biofuel moisture content information in real time, enabling them to adjust the airflow to the furnace to optimize combustion without having to wait for lab sample results.
This results in more efficient combustion and a rapid return on investment.
