Industrial food process systems
For over 25 years, Haf has taken an operator-centric approach to designing durable, best-in-class equipment. They offer innovative components to establish new systems, and improve or repair existing systems.
Haf’s high-quality product design and customer service directly result in a positive experience for everyone—engineers value their ingenuity and operators appreciate their products.
Industry Specific process manufacturing
From individual components to fully automated systems, the features and benefits of Haf systems provide plants with exactly what’s needed to get the job done.
- Food / Dairy grade
- Advanced food grade
- Nutraceuticals
- Pharmaceuticals
- Chemical
- Plastic
TERRITORY
- Texas
- Louisiana
- Oklahoma
- Arkansas
- Mississippi
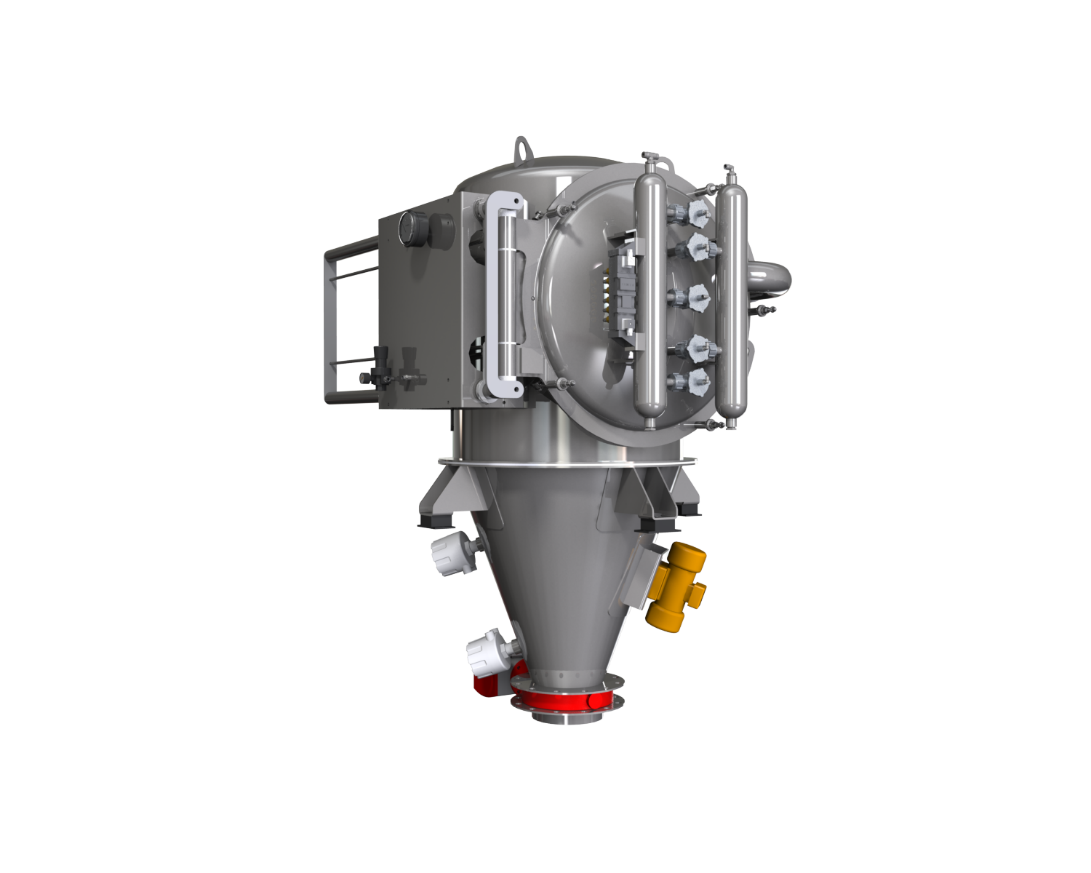
Process convey in the dilute phase.
HAF has built small up and in systems to large scale process systems. Their 30-year experience developing, designing, and building industrial food process systems for Food/ Dairy has them constantly developing new and better ways to process.
While having hundreds of positive pressure convey systems in the field, Haf chose to focus on vacuum technology years ago. Experience in the field proved that vacuum conveying was inherently cleaner. Through this, Haf developed a process that virtually eliminates rotary airlocks.






ABOUT
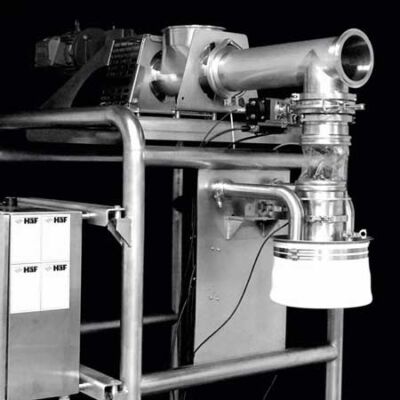
HaF Equipment is innovative at its core. Launched in 1994 by founder Pete Hoefler with a focus on dry material handling, HaF launched the first ever horizontal load filter receiver by 1999. By 2010, HaF successfully started up many systems outside the USA as more companies around the world trusted HaF’s expertise and wanted their equipment.
HaF has taken the operatic centric designs of its 25+ year history to develop a product line that offers short lead times, yet maintains pre-engineered solutions.
The Original Design of Horizontally Loaded Filter Receivers belongs to HaF Equipment.